公司介绍 新闻活动
WAGOKublerBeijerNokia-sbell
智慧化整体方案 产品应用案例
021-52300153
2025-8-22新闻
连续式高速丝网印刷机
工控应用案例分享
/ Sharing of industrial control application solutions of
continuous high-speed screen printing machine /
是印刷文字和图像的设备
常应用于印刷行业
能把耗材用量和损伤率降到最低
提高耗材使用率
增加经济效益
1
Background
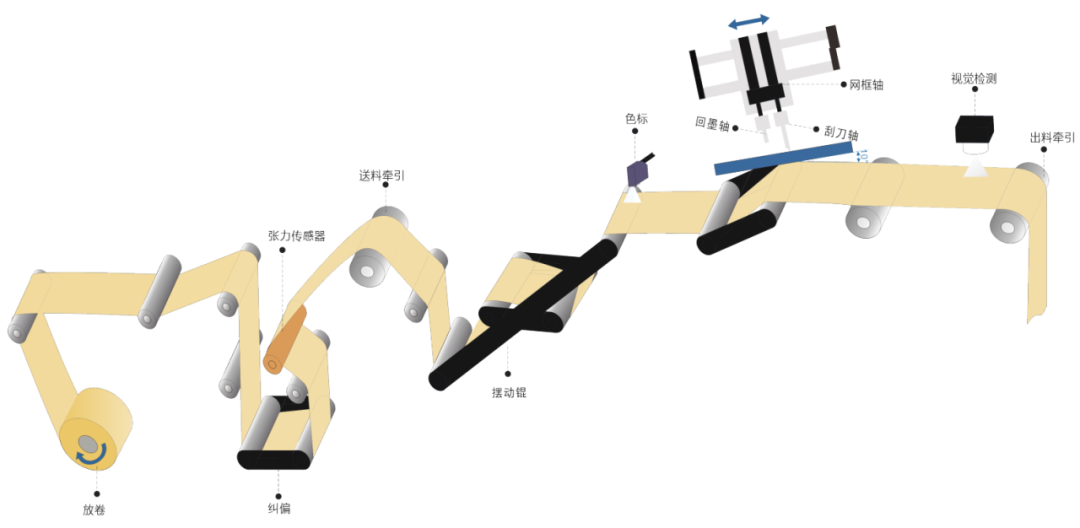
设备介绍
- 连续式高速丝网印刷机 -
传统平网平面丝网印刷多是间歇式,即印刷时,材料不动,丝印网板固定在材料上,刮墨刀移动。
本设备采用新型连续式印刷,即印刷时,丝印网板放置材料上和材料同步移动,刮墨刀移动。
- 主要技术要点 -
1. 放卷部分
2. 送料牵引部分
3. 纠偏,浮辊张力部分
4. 辊轮和网框配合印刷部分
5. 出料牵引部分
6. 出料牵引部分
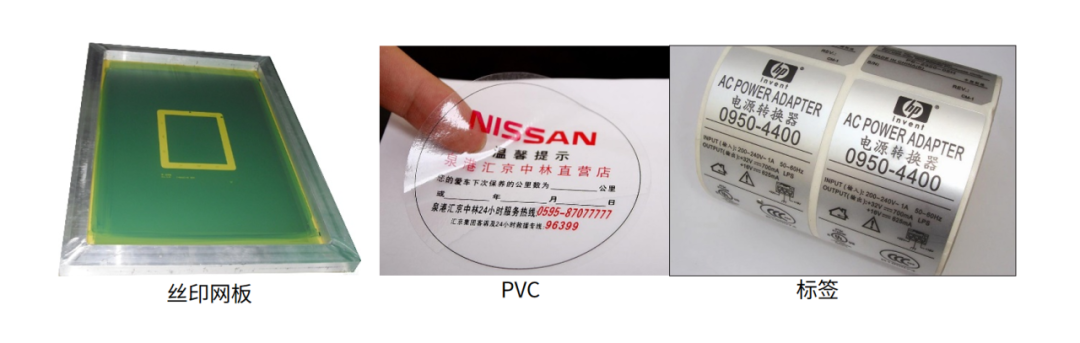
- 适用物料范围 -
印刷材料涵盖:贴纸、 包装纸、 标签、 转印纸、 陶瓷转印纸、PVC、 PC等
2
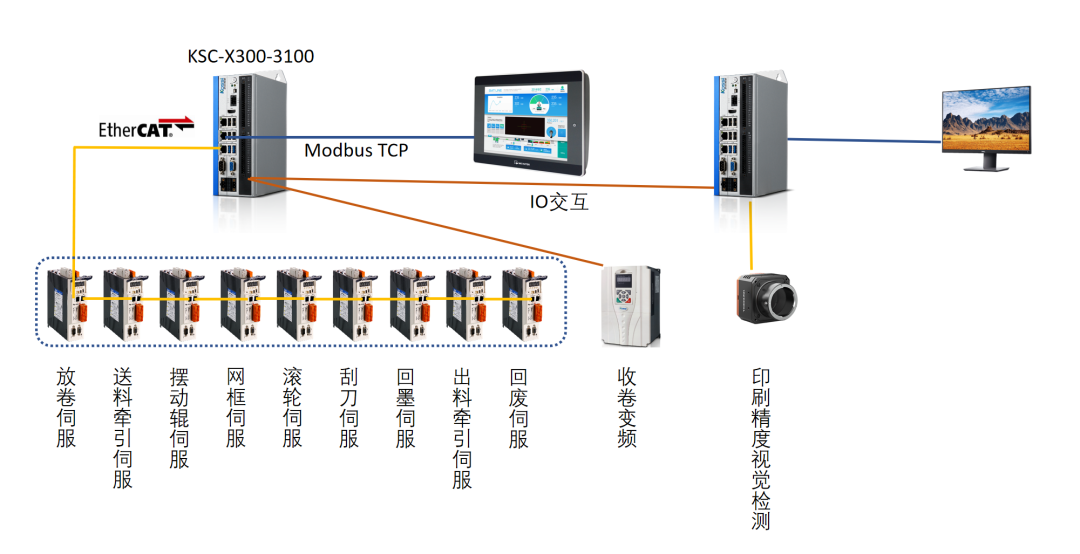
Kossis solution
科伺解决方案
连续式高速印刷机系统拓扑图
方案控制要点
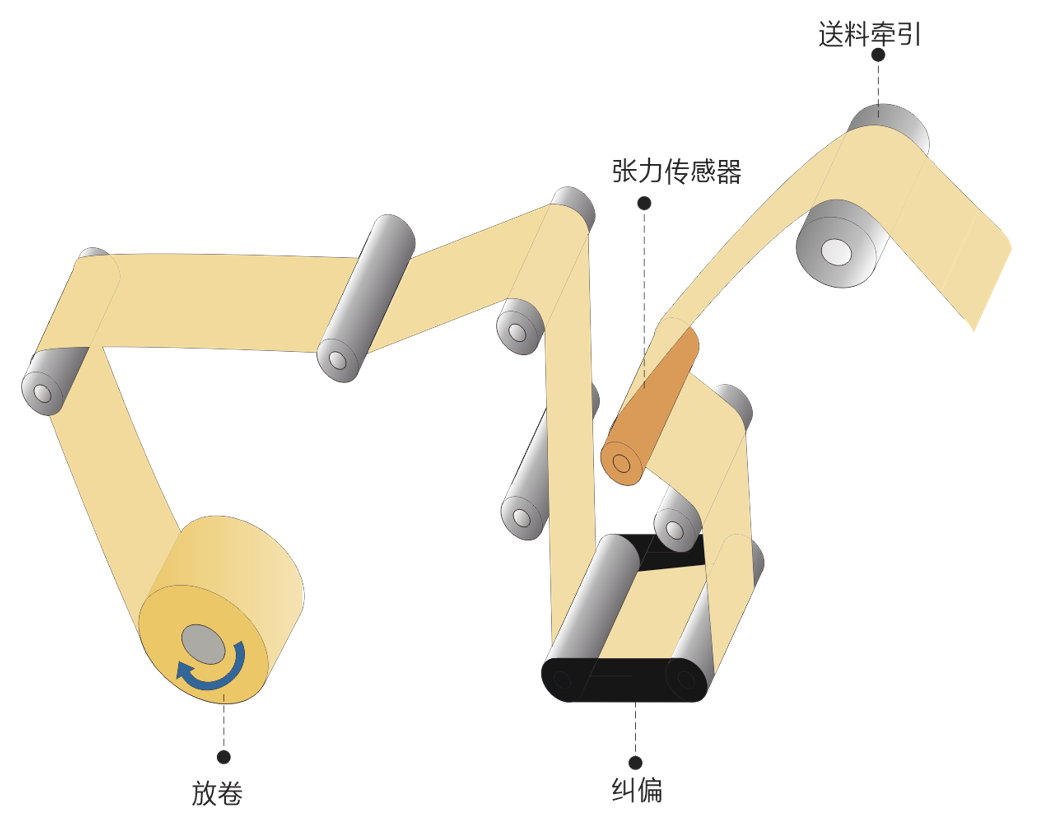
1.放卷部分
■ 放卷电机是被动放卷,用的是力矩模式。利用张力传感器反馈,做张力的PID控制;
■ 具有实时卷径学习功能,在卷绕过程中,实时的计算当前卷径。可以判断出膜卷过小,提前预警;
■通过对力矩的监控,可以实时判断出断膜故障。
2.牵引部分
■ 印刷精度要求较高,误差在± 0.05mm以内,对印刷张力的要求较高,加入一个摆动辊控制中间张力,使得张力控制稳定, 张力波动<±1%;
■ 两个牵引辊以相同的速度同步运行,摆动辊力矩模式控制。
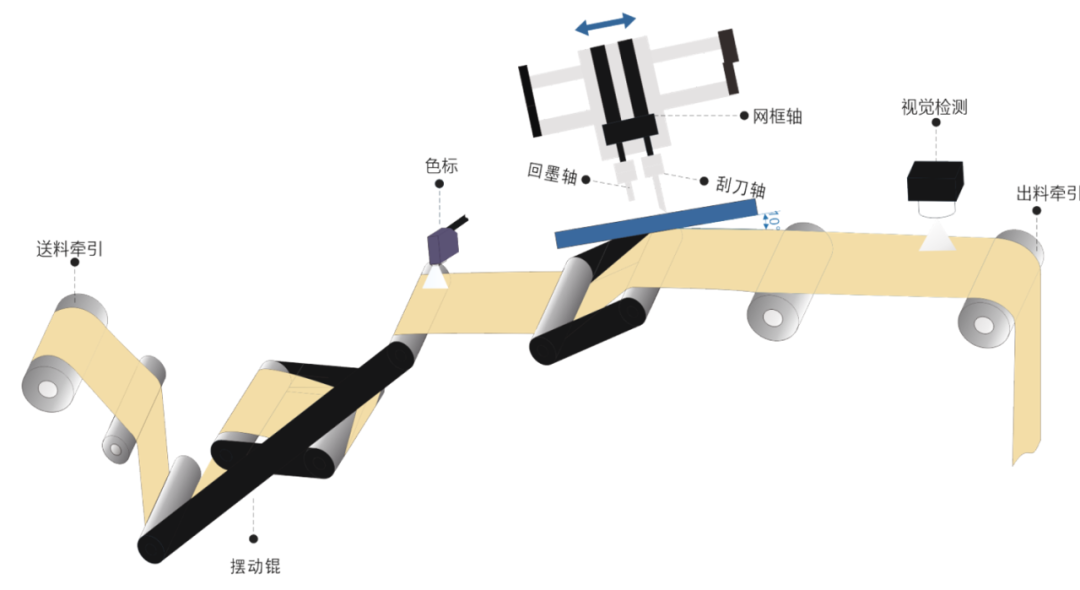
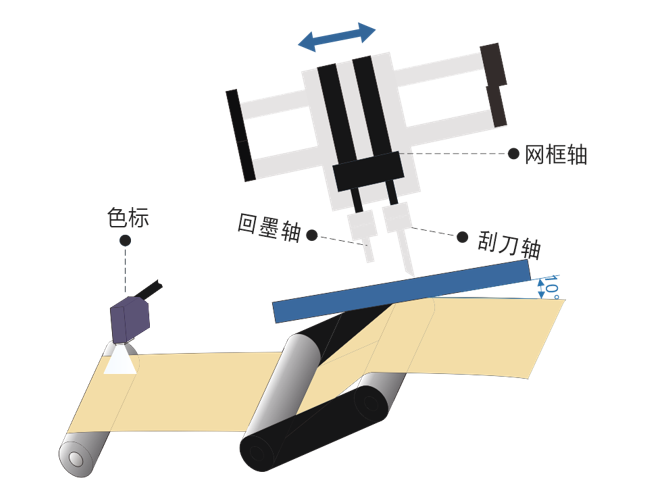
3.印刷部分
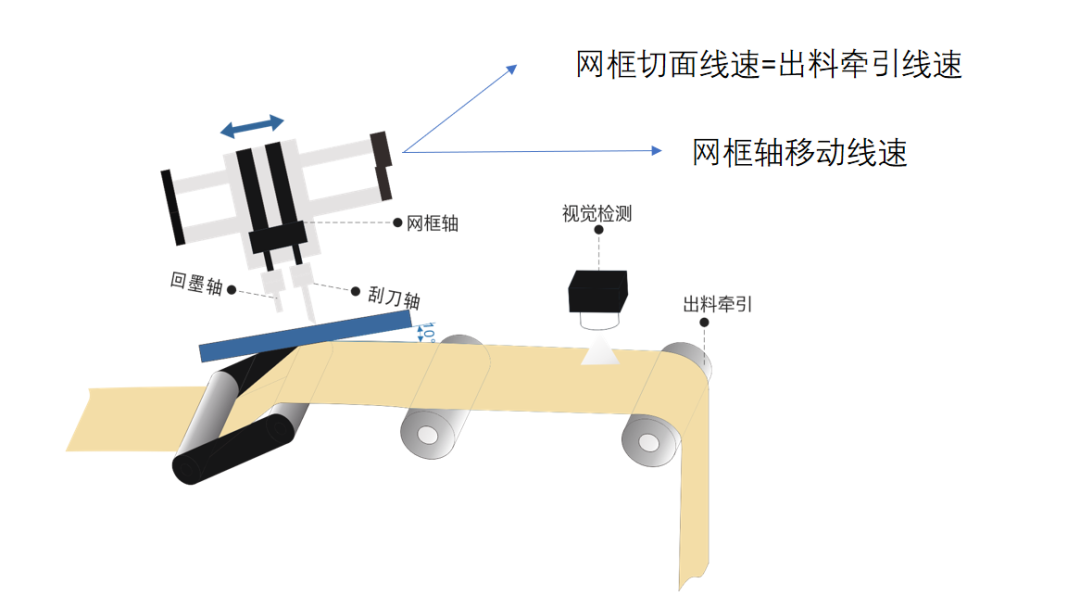
■ 印刷的时候,网框轴的切面行进的速度与膜牵引一致,由于网框和膜行进方向有个夹角,要计算出切向速度;
■ 对于刮刀轴,要求定位要快速地收敛,才不会导致色差或者波浪色痕。
4.色标部分
■ 色标追踪每次运算出偏离标准袋长的长度,经过移位。运算出印刷长度的补偿值;
■ 能通过机械的尺寸,自动运算出移位的个数。
优势总结
01
送料牵引和出料牵引的同步性
由于膜的张力对印刷的精度影响大,所以两个牵引轴的同步性要求高。两个牵引中间没有任何张力反馈,要做开环的张力控制,在两个牵引中间加了一个力矩控制的摆辊作为缓冲。
02
伺服电机的同步性调试
设备调试过程中高速和低速切换时刻会有印刷的偏差,各个同步轴之间的相位偏差要一致才能很好的解决。经过参数的调整实现:从110(张/分)到30(张/分)的速度切换时,印刷精度只有± 0.02mm的偏差。
03
印刷刮刀的快速定位收敛
对于刮刀轴,要求定位要快速地收敛,才不会导致色差或者波浪色痕。
04
色标的追踪和牵引的速度波动对精度的影响
套色(指重复印刷第二遍)要准确。首先色标追踪要高速准确的采样,要求伺服驱动器具有高速探针的功能,其次牵引电机的速度波动要非常小。
经过参数的调试,最终实现最高速度(130张/分)情况下,印刷精度小于± 0.05mm的波动。垂直方向上的线条宽度为0.1mm,通过视觉的检测,印刷效果要保证两种颜色的重合,不能有线条的变粗或者是明显的颜色偏离。
05
连续印刷优势
把测试耗材用量和损伤率降到最低,提高耗材使用率,增加经济效益。
3
Technical index
实现技术指标
最高产能:130PPM
最高线速度:30m/min
印刷精度:± 0.05mm以内
张力波动:<±1%
印刷版面长度:400mm
最大纸宽:350mm
网框尺寸:800mm x 500 mm
# 免责声明 # 本文转自网络,版权归原作者所有,如涉及作品版权问题,请及时与我们联系删除,谢谢!