
伺服电机不会接?接线+参数+报警速查,一篇直接上岗
2026-3-13新闻
现在工控现场,伺服已经全面替代普通电机,机床、机械手、包装机、模切机、移栽机……
不会伺服,基本等于 “半套电气技能”。但很多工友一碰到伺服就慌:线多、端子密、报警看不懂、一跑就震、就丢步。
今天这篇,不讲废话、不搞虚理论,只讲:怎么接线、怎么设参数、怎么排查报警,三菱、松下、台达、汇川、禾川 通用思路,看完就能上手。
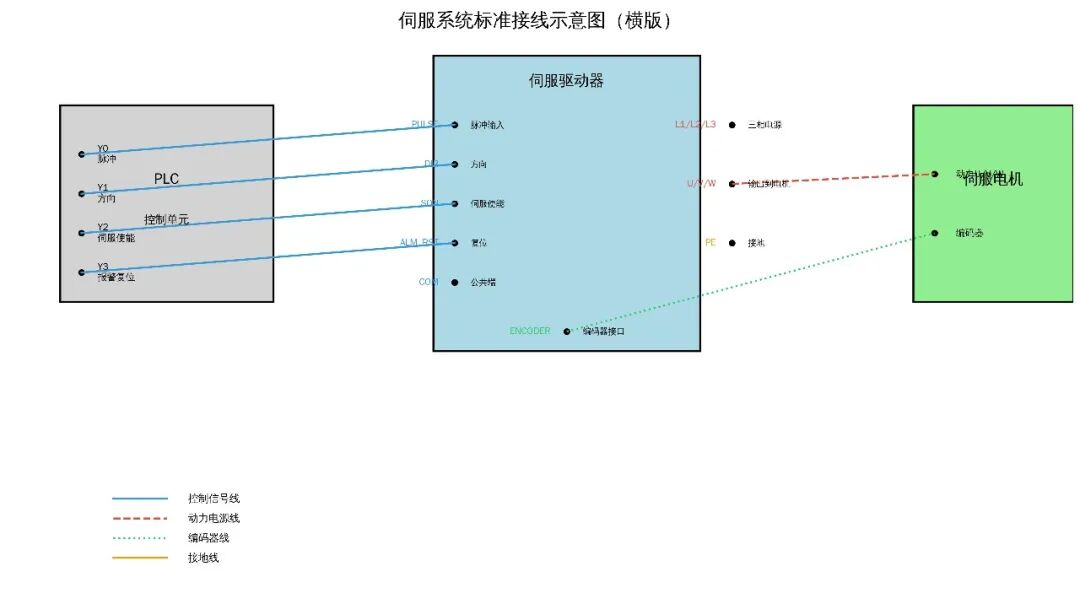
一、先搞懂:伺服系统就 4 部分
再复杂的伺服,拆开来只有 4 样:
伺服驱动器、伺服电机、编码器线、电源线 + 控制线
记住一句话:强电走动力,弱电走控制,编码器单独走,绝不混一起。
二、伺服标准接线(全网最通用,照着接不炸机)
1. 强电部分(动力电)
L1、L2、L3
→ 接三相 380V(小功率也有单 220V)
U、V、W
→ 接伺服电机三相线
接地 PE
→ 必须接,不接干扰大、易报警
⚠️ 重点:
U/V/W 可以随便接,方向反了就调换任意两相,
绝对不会烧驱动器!
2. 控制部分(最常用的 6 根线)
所有品牌伺服,最核心就这 6 个端子:
SON / SRV
→ 伺服使能(ON = 伺服上电夹紧)
STOP / ALM-R
→ 报警复位
P-OT / N-OT
→ 正 / 负限位(常闭)
COM
→ 公共端(一般接 0V)
控制逻辑通用:
低电平有效
:COM 接 24V+,信号接 0V
高电平有效
:COM 接 0V,信号接 24V+
现场 90% 接法:COM = 24V+,输入信号 = 0V 有效
3. 编码器线(千万不能带电拔插)
只负责:传位置、速度信号。必须屏蔽线,必须单独走线,远离动力线。绝对不能带电插拔,一拔就烧编码器
三、伺服控制模式:3 种,选不对就抖
1. 位置模式(最常用)
走脉冲方向
PLC 发脉冲,伺服走距离
适用:定位、裁切、移栽、机械手
2. 速度模式
给模拟量 0–10V 调速
适用:收卷、放卷、同步
3. 力矩模式
控制力度
适用:张力控制、绕线机
90% 的设备 = 位置模式(脉冲控制)
四、新手必设的 5 个参数(设完就能转)
不管什么品牌,这 5 个设对,基本就成了:
控制模式:位置模式 / 脉冲模式
电子齿轮比:决定 1 个脉冲走多少距离
加速时间:100–300ms(别太小,会震)
减速时间:100–300ms
惯量比 / 刚性:默认先低,不抖再慢慢调高
五、伺服 8 大高频报警(现场直接对照修)
1. 过载报警(ALM / OLC)
电机堵转、负载太大;轴承坏、机械卡死;刚性太高、参数太猛。
2. 过压报警(OVC)
减速太快;刹车电阻没接 / 坏了;电网电压高。
3. 欠压报警(LVC)
电源缺相;接线松动;瞬间掉电。
4. 过载电流 / 过流(OC)
电机线短路;驱动器模块损坏;一上电就报,基本是硬件坏。
5. 位置偏差过大(ERR / POS)
负载太大带不动;脉冲丢失;刚性太低,跟不上。
6. 编码器故障(ENC / EG)
编码器线断、干扰;带电插拔烧坏;电机线与编码器线走一起。
7. 限位报警(LT / P-OT)
限位开关坏;线松;行程撞限位。
8. 伺服未使能(SON)
SON 信号没给;PLC 没输出;接线错误。
六、新手最容易犯的 5 个错
带电插拔编码器线
→ 一拔一个坏
电机线和编码器线捆一起走
→ 干扰大、乱报警
刚性调太高
→ 电机尖叫、发抖、啸叫
使能没接
→ 怎么发命令都不动
接地不接
→ 偶尔正常偶尔乱跳
七、结尾
伺服看着复杂,其实接线固定、参数固定、报警固定。把这篇收藏好,现场遇到伺服,看接线→看参数→看报警,三步基本都能解决。
